

Roller idlers provide durability in harsh environments
Precision Pulley & Idler (PPI) debuted Precision Composite Rollers, fully load-capable conveyor idlers that are engineered to deliver performance without compromise. According to PPI, the PCR provides significant weight reduction, reducing strain on maintenance personnel and conveyor structures while delivering exceptional durability in harsh, demanding environments. Designed to withstand corrosion, wear and abrasion, PCR also extends product life and reduces noise from belt contact compared to steel rolls. It’s available in six material options. According to PPI, PCR can be customized to meet the most challenging applications. Features include Retro Roll capability for simplified upgrades and Spinweld construction for enhanced strength and long-term reliability.
Learn more: ppi-global.com

Belt lifter offers safer service, consistent performance
ASGCO introduced a belt lifter to safely raise conveyor belts on larger conveyor systems. The belt lifter provides maintenance teams with a solution for safer belt service and component replacement on belts ranging from 48 to 72 in. The unit accommodates a minimum stringer width of 56.5 in. and a maximum stringer width of 86.5 in. It weighs 104 pounds and features a closed height of 8.5 in. with a maximum lift height of 19 in. According to ASGCO, the belt lifter’s compact, robust frame design allows for secure positioning and consistent performance in demanding industrial environments. The belt lifter is designed for operations in aggregates, mining, cement and bulk material handling applications.
Learn more: asgco.com

New dust-control equipment targets enclosed conveyor transfer points
Martin Engineering introduced its next-generation transfer-point dust-control equipment: Martin ApronSeal urethane skirting, GravitySeal self-adjusting urethane skirting and the A.I.R. Control dust curtain. Engineered for enclosed conveyor transfer points, Martin Engineering says these dust control solutions are modular urethane curtains with handles that allow a single worker to safely adjust or replace them from outside the enclosure. The safety features eliminate the need for confined‑space entry and reduce service time to just minutes, the company adds. Each unit is a slide-in cartridge with individual urethane flaps that can be machine-cut to match the load’s angle of surcharge.
Learn more: martin-eng.com

Polyurethane canoe liner designed to absorb heavy loads
Flexco introduced a polyurethane canoe liner to its conveyor protection solutions lineup. Once installed in a facility’s conveyor skirtboard system, Flexco says the polyurethane canoe liner provides impact protection, absorbing material loads and preventing structural damage while improving conveyor efficiency and reducing costs. By utilizing the new canoe liner, the company says operators can effectively protect their skirtboard infrastructure, mitigating these negative effects and helping to reduce potential downtime incidents. The polyurethane canoe liner is suitable for heavy-duty applications such as aggregates, cement, coal, open pit and hard rock mining, underground mining and bulk material handling. The liner mounts inside the skirt box, where material impact occurs, and it’s designed to absorb heavy loads and create a high-wear barrier to protect the conveyor’s infrastructure.
Learn more: flexco.com

Transfer point dust-collection system reduces fugitive dust
C&W DustTech launched a belt conveyor transfer-point dry dust-collection system that is engineered for aggregate, mining and minerals producers seeking to reduce fugitive dust, improve plant safety and mitigate regulatory risk through airflow design. While visible dust draws attention, C&W DustTech says fine particulate matter – often less than 2.5 micrometers in diameter – presents the greater long-term operational risk. Without properly balanced airflow and enclosure design, transfer points can allow dust to migrate into surrounding work areas. Over time this contributes to elevated respirable exposure, increased maintenance costs, premature equipment wear, regulatory scrutiny and potential combustible dust hazards. The new dust collector is designed to operate as part of a fully engineered dust-collection system. It includes filter media, ducting and related components.
Learn more: cwdusttech.com
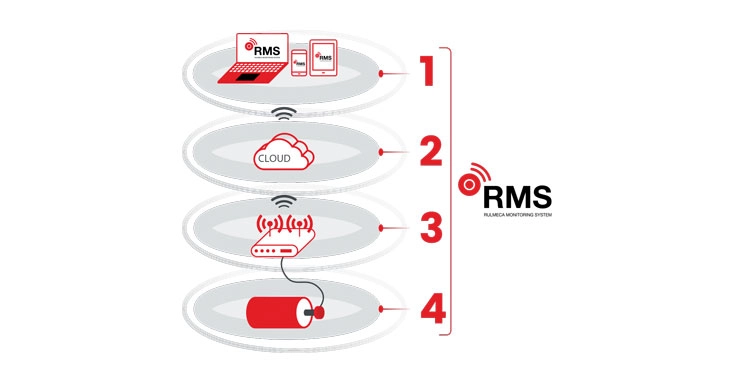
Conveyor component monitoring system tracks real-time performance data
Rulmeca introduced the Rulmeca Monitoring System (RMS), offering continuous real-time monitoring of conveyor components. The company says RMS aims to minimize conveyor system downtime by detecting early signs of malfunction and supporting more informed maintenance decisions. Information including vibration, temperature, amp draw and drum rotation comes out of a terminal box and feeds into a gateway box that interprets it. The RMS software takes incoming data and establishes benchmarks, allowing Rulmeca and users to monitor conveyor performance. RMS establishes benchmarks after 400 to 500 hours of operation and once those baselines are set, the system tracks trends. Rulmeca says if issues start to arise, such as increased vibration, rising temperatures or other concerning trends, it can alert the customer and provide guidance before a failure occurs.
Learn more: rulmecacorp.com
Related: Screening innovations drive efficiency across aggregate operations